用於粉床熔融成型法3D列印設備的氟碳樹脂 PFA粉體(開發中)
小森洋和 松尾岳之 寺田純平
大金工業株式会社 化學事業部 市場開發部
〒566-8585 大阪府摂津市西一津屋1番1号
hirokazu.komori@daikin.co.jp
1.前言
3D列印活用的領域以測試生產或製作模具零件為主要用途,近年隨著設備的性能提升和材料往更高性能的方向發展,甚至因為一體成形帶來成本降低和輕量化等這些優點更被大家認可。實際運用範圍以飛機、汽車、醫療領域為中心朝著最終成品步步邁進1)。
大金工業著手空調事業的同時,也經營氟化學事業,並且開發、製造、銷售各種氟化學品。
同上述內容,由於3D列印的材料正邁向高性能化,大金正在開發其中一種以氟樹脂為原料的超級工程塑膠,適用於粉床熔融成型的粉體。本文將介紹適用該手法的氟樹脂「PFA」粉體以及其成型物的物性。
2.關於氟樹脂「PFA」
2-1.氟樹脂
氟樹脂由於CF 鍵的結合能極高,極化性低的關係,具有耐熱性、耐化學藥品性、難燃性、耐候性、不粘著性、撥水撥油性等。是一種具有各種高水準特性的材料 2)。
氟樹脂有多種類型,最具代表的是PTFE(聚四氟乙烯)。 PTFE是一種性能非常優秀的熱塑性樹脂,但因為熔體粘度高的關係,是一種難以熔融成型的材料。通常採用粉末壓縮、加熱燒結後切削的方式來進行加工。為此原因,開發了能夠熔融成型的熔融氟樹脂,目前已經工業化,主要內容如圖1所示。
圖1 主要氟樹脂的化學構造與概要
| 簡稱 | 化學構造 | 概要 |
| PTFE | | 耐熱性、耐藥性、電氣特性、
不粘著性、自潤性◎ |
| PFA | | 與PTFE匹敵的特徵 (耐熱‧耐藥性)
多被使用於半導體領域 |
| FEP | | 成型性、電氣特性良好
電線包覆之用途廣泛 |
| PCTFE | | 硬度、氣體透過率低
藥錠包材膜等等 |
| ETFE | | 機械強度◎ 耐放射線性○
電線包覆用途廣泛 |
| PVdF | | 機械強度◎ 耐磨耗性◎
釣魚線、電線包覆用途等 |
2-2.氟樹脂「PFA」的特徴
PFA(四氟乙烯-全氟烷基乙烯基醚共聚物)是一種幾乎與 PTFE具有相同特性的熔融樹脂。 由於具有優異的耐化學藥品性、耐熱性、難燃性、低相對介電常數、低介電損耗角正切、非粘合性等,並且具有熔融成型性,因此被廣泛應用在各種領域上。主要用途舉例如下:半導體製程中使用的零件(管、配件、晶圓籃、瓶子等)、桶槽內襯版、鋰電池襯墊、電線被覆材和 OA事務機的的定影輥等等。
3.關於粉床熔融成型
3-1.積層製造技術
從名古屋工業研究所小玉秀男先生發明立光刻法以來,迄今還開發了各種積層製造(Additive Manufacturing)設備,並主要用於製造業。今日,統稱為3D列印成型技術,使用對象也擴展到業餘愛好者的個人使用3)。
美國材料與試驗協會(American Society for Testing and Materials,ASTM)將積層製造技術分為七類。①光聚合固化技術(Vat Photopolymerization)、②粉床融合成型(Powder Bed Fusion) 、③黏著劑噴塗成型技術(Binder Jetting)、④板層壓成型(Sheet Lamination)、⑤ 材料擠製成型技術(Material Extrusion)、⑥材料噴射成型(Material Jetting)、⑦定向能量沉積成型(Directed Energy Deposition)。4)。
3-2.粉末床融合成型(Powder Bed Fusion:PBF)
PBF是是一種將原料粉末平鋪在機器平台上、以雷射等選擇性進行加熱、融化、固化,並重複此過程以製作3D成型品(圖2)。此方式的特徵為,製作結構複雜、細節多的物件時,不需要材料擠出成型等支撐材,也因此,可以省去去除支撐材的工序。此外、可以使用具有高耐熱性、高機械強度的工程塑料(聚酰胺 PA12、聚酰胺 PA6、PPS 等)和金屬作為材料。
因此,此技術因能快速成型(Rapid prototyping)完成最終產品而備受關注5)。
.png)
圖2 粉床熔融成型(PBF)概略圖
4.關於使用PFA粉床熔融成型
4-1.PFA粉體(開發品)
PBF中,需要將材料從供給處供給至成型部,並以0.1mm的厚度進行覆蓋(重塗),並且要求粉末具有高流動性。目前正開發的 PFA 粉體通過優化粒徑和粒度分佈,而無需添加提升流動性添加劑,能以100% PFA狀態下表現出良好的重塗性(圖3)。
圖3 PFA粉體的性狀與重塗性
.png)
.png)
.png)
(a) PFA粉體的外觀 (白色) (b)PFA粉體之SEM圖像 (c) 重塗後的粉面(成型部)
4-2.PFA成型品的物性
使用 PFA 粉體通過 PBF 裝置(RaFaEl II plus 300C-HT:由 Aspect 製造)成型的啞鈴斷面結果和拉伸性能,如圖 4 和圖 5 所示。另外,與使用熱壓製成的板材沖壓而成的啞鈴進行比較。
圖4 各製程所製作的啞鈴斷面圖
.png)
.png)
(a)熱壓法 (b)PBF法
圖5 各製程所製作的啞鈴拉伸特性
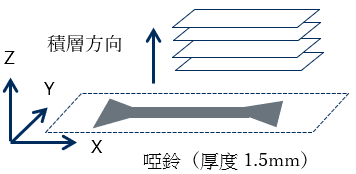
(a) PBF法的啞鈴積層方向
.PNG)
(b)啞鈴拉伸特性
從斷面結果觀察出,由PBF製成的啞鈴沒有明顯的空隙,並且在雷射照射時粉體之間的熔融/結合良好。接著關於拉伸特性,彈力和降伏強度與熱壓同等,而斷裂應力和斷裂伸長為熱壓品的一半左右,但仍有約150%的伸長,即使將啞鈴彎曲或扭轉也不會產生紋裂,表現出高韌性(圖6)。之後將進行耐屈曲性的數據測試。
圖6 PBF法所製作的啞鈴韌性

4-3. PFA粉體的可回收性
PBF方法下,通常未被雷射照射的粉體會作為回收品再利用,但PFA粉體回收裝置的材料供給處與成型部皆經過預熱,需確認因再受熱是否引起粉體變質和劣化狀態,並驗證可否回收利用。為此,使用PFA粉體進行1次成形後,通過SEM觀察回收品狀態,再用100%狀態的回收品進行重塗與成型啞鈴的拉伸特性測試。
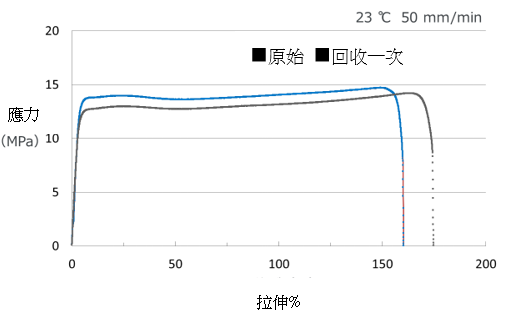
結果從SEM影像觀察粉體大小和形狀沒有明顯變化,不但重塗性良好,也未有凝集反映,粉面形成均勻的狀態 (圖7)。拉伸特性也與原始品同等的結果(圖8) ,雖然需要再詳細分析,但推測即使長時間暴露在高溫下,材料也幾乎不會發生劣化。
圖7 回收PFA粉體的性狀與拉伸特性
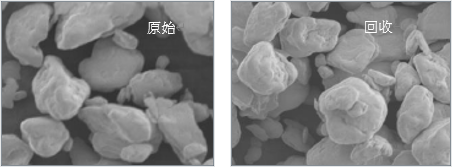
(a)原始和回收的SEM影像
.png)
(b)重塗後的粉面(成型部)
圖8 以回收PFA成型之啞鈴的拉伸特性
5.結語
本文所介紹的氟樹脂「PFA」是除了有優異的耐藥性、耐熱性之外,更擁有其他超級工程塑料所沒有的高韌性材料。往後將持續取得各種數據,不僅是作為測試生產,更將在可用於最終成品的PFA成形物這個用途的路上繼續探索。並且,大金將持續致力於除了PFA之外,氟樹脂或與其他材料並用的複合材之開發、構造的最佳化、模擬製程等針對這些最適當的設計和成型條件之提案。
引用文獻
1) 株式会社 矢野経済研究所, 2016年版 3Dプリンタ材料市場の現状と将来展望(2017)
2) 独立行政法人 日本学術振興会・フッ素化学第155委員会 編, フッ素化学入門2010基礎と応用の最前線, 三共出版(2010)
3) 萩原恒夫, 3Dプリンタ材料の最新動向と今後の展望, 日本画像学会誌 第54巻 第4号 :293-300(2015)
4) 新野俊樹, 積層製造(Additive Manufacturing)の材料 ~スーパーエンジニアリングプラスチックのレーザー焼結を中心に~, 工業材料 2016年5月号(Vol.64 No.5)
5) 早野誠治, AM(付加製造)技術の動向と市場, SOKEIZAI Vol.55(2014)No.8
*本文出處為Material Stage月刊 (マテリアルステージ誌)2020年5月號中,以標題「粉末床溶融結合法向けフッ素樹脂PFA(開発品)について」(用於粉床熔融成型法3D列印設備的氟碳樹脂 PFA粉體(開發中)所刊載的內容