還在使用錯誤的方式挑選定點鑽嗎? 是省下成本還是失去了競爭力?!
定點鑽 (NC) Guide Hole Drills 又稱定位鑽、定位導引鑽、定點引導鑽。
從事機加工的業者都知道,在超過8D倍徑的加工過程中使用定點鑽是最基礎的概念,它的優點遠遠超乎你想像,那麼,在微細鑽孔(以下簡稱微鑽)的切削領域呢?
在微鑽過程中,定點鑽所帶來的優勢變的更加關鍵,因為微鑽孔通常具有更高的精度和更嚴苛的要求,我們希望它帶給我們的功能可不僅僅是定位而已。
微細鑽孔時使用定點鑽的四大優點:
1、更精確的孔位置控制
微鑽在什麼都得變極渺小的加工領域中,在工件表面上準確的定位孔洞並標出與導引孔的正確位置,確保接下來的鑽頭符合設計要求。
2、確保孔的方向性與垂直性
微孔的真圓度與垂直性在某些領域中至關重要,特別是在微電子零件與流體力學,如大家在台灣常聽到的半導體科技產業。
3、防止工件的損壞
微鑽通常在非常昂貴或易損壞的工件上進行加工,我們需要定點鑽幫我們搞定前期的控制導引,避免對工件造成不必要的損壞。
4、提高加工效率
微鑽孔通常為高度自動化的加工過程,經常需要進行大量的孔加工,唯有精確的定位才能讓接下來大量、重覆的自動化鑽孔更加提高品質與效率。
常見的微細鑽孔加工過程:
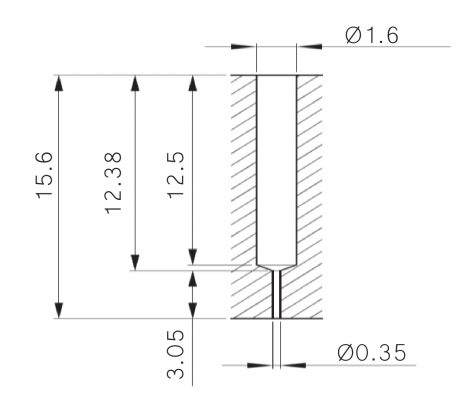
上圖是很典型的微孔長倍徑二階作業,要把孔做好需要考慮很多因素,這次我們只談最基本的出入口位置的精度確認,也就是φ1.6在一般模式下,假設我們希望是單面加工,這就意謂著很可能沒有很高的設備精度也沒有中心出水。
微細鑽孔加工過程中使用ATOM-ADP定點鑽的差別:
案例1 ─ 使用ATOM-ADP定點鑽達到定位精確
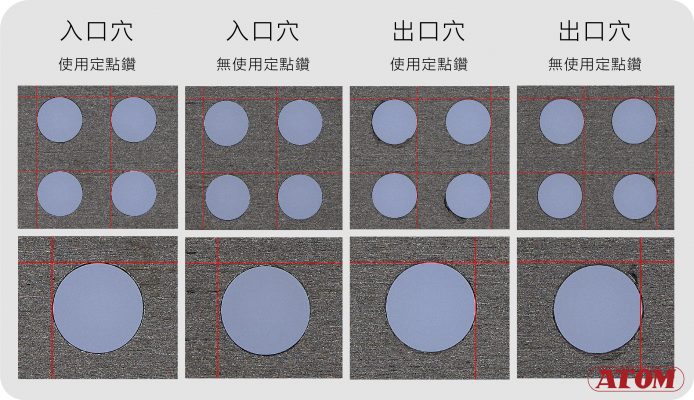
在整個微細鑽孔加工過程最容易發生問題的無疑為0.35鑽頭,往往因為前段φ1.6的孔鑽不直,造成0.35鑽頭斷裂的原因之一,接下來我們來看看有沒有定點鑽的差異,在這個案件,我們選用「ATOM-ADP定點鑽」
在沒有使用ATOM-ADP定點鑽的情況下,入口處會發生位移,出口處也會發生0.05mm位移,另一方面,使用ATOM-ADP定點鑽的情況下入口處位移可能控制在最大0.005mm、出口處在0.02mm範圍內。
案例2 ─使用ATOM-ADP定點鑽達成高精緻的圓孔效果
我們測試順序為d1.6鑽完再做d0.35,確認有無使用定點鑽的影響?
[caption id="attachment_2272" align="alignnone" width="391"]
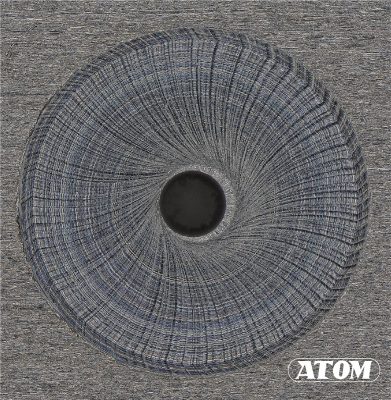
沒有使用ATOM-ADP定點鑽的微細鑽孔效果 (圖一)[/caption][caption id="attachment_2273" align="alignnone" width="391"]
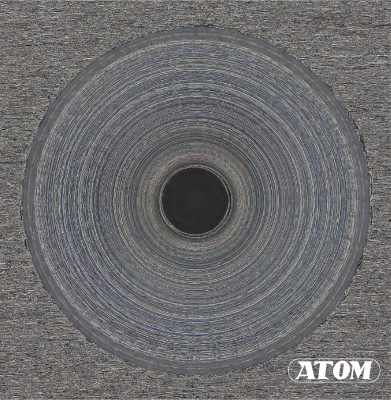
使用ATOM-ADP定點鑽的微細鑽孔效果 (圖二)[/caption]
從上圖可以很清楚的看到在 (圖一) 無使用ATOM-ADP定點鑽情況下,d1.6造成表面震動與入口處偏移的狀態發生,這與使用ATOM-ADP定點鑽產生差異,而這一點點差異造就你接下來整個微細鑽孔的處理方式,最糟糕的情況甚至讓你損失整個工件陷入愁雲慘霧中。
微細鑽孔加工專家-ATOM

「日本ATOM齋藤製作所」創立於西元1934年,至今已成立了90年,開發、製造、銷售以精細精密磨削技術為基礎的產品。
推薦ATOM台灣唯一總代理-岳崴科技

看完上面案例說明,現在我們知道想要做出更精準的孔位置與提升細孔加工效率必須使用定點鑽,如何正確的選擇與使用請與ATOM台灣唯一總代理岳崴科技聯繫(02)2632-7601,岳崴科技擁有20多年微細孔加工經驗,致力於為客戶提供各種微型鑽孔解決方案。
we want you make money,we need you make money。
這時,我們讓時光倒流一下,回到你開始想怎麼做這個工件的時候,聰明的你,應該知道怎麼做選擇!
岳崴科技代理、販售微型鑽頭項目有哪些?!
1、標準鑽頭ADR
2、標準鍍層鑽頭ADR-SV
3、定點鑽-NC
4、去屑鑽頭-ASWR/ASWD
5、類鑽碳塗層鑽頭-DLC
6、同柄徑鑽頭-ADS
岳崴科技│ATOM台灣總代理│專業切削工具領導品牌
洽詢專線:(02)2632-7601
門市資訊:台北市內湖區民權東路六段417-1號1樓(後棟)
服務時間:每周一至周五09:00-18:00
官網資訊:https://www.asun-photonics.com/
----------------------------